
鋼結構螺栓孔開孔要求(鋼結構螺栓孔精度檢測方法鋼結構螺栓孔精度檢測方法)
鋼結構螺栓孔開孔要求是確保螺栓能夠順利安裝并承受預定載荷的關鍵步驟。在施工過程中,對螺栓孔的精度進行檢測是保證結構穩定性和承載能力的重要環節。本文將介紹鋼結構螺栓孔開孔的具體要求,以及常用的精度檢測方法。,,1. 開孔尺寸與位置:螺栓孔的直徑、深度以及位置需符合設計圖紙和技術規范的要求,以確保螺栓可以正確安裝且不會造成不必要的應力集中。,,2. 精度檢測方法:, - 視覺檢查:通過肉眼或放大鏡觀察螺栓孔的外觀質量,包括是否有裂紋、銹蝕等缺陷。, - 量具檢測:使用卡尺、千分尺等測量工具對螺栓孔的實際尺寸進行精確測量,以驗證其是否達到設計要求。, - 超聲波探傷:采用超聲波檢測技術來評估螺栓孔內部是否存在裂紋或其他缺陷,確保其完整性。, - 磁粉檢測:利用磁場和磁粉的組合來檢測螺栓孔表面及內部的非金屬缺陷,如裂紋、夾渣等。,,通過對上述要求的嚴格遵守和有效的精度檢測方法的應用,可以有效地保證鋼結構螺栓孔的質量,從而提升整個結構的可靠性和安全性。
一、螺栓孔精度要求
(一)A、B級螺栓孔(I類孔)
A、B級螺栓孔應具有H12的精度要求。
(二)C級螺栓孔(II類孔)
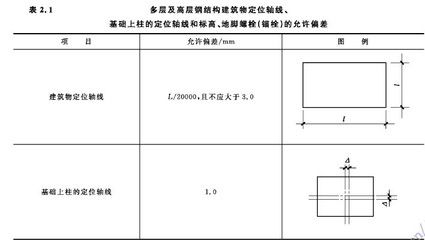
不同規格的螺栓孔直徑偏差有相應規定。對于螺栓孔直徑10 - 18、18 - 30和30 - 50三個級別的偏差值直接有相關條文規定,目的是為了與現行國家標準《鋼結構設計規范》GBJ17一致,保證加工質量。
二、螺栓孔形狀及位置要求
(一)形狀要求
- 正圓柱體
- 孔要鉆成正圓柱體,確保孔壁與構件表面垂直,并且孔邊毛刺必須完全去掉,這樣才能保證螺栓順利安裝且連接緊密。
- 鉸制孔要求
- 鉸制孔螺栓根據國家標準GB/T27 - 1988以及帶孔鉸制孔螺栓國家標準GB/T28 - 1988規定:鉸制直徑Ds小規格的比螺紋大1MM(M30以下),大一些的大2MM,此公差標準為h9(為負公差),也可以按m6、u8公差帶來生產,但在標注時要格外加標注(如:螺栓GB/T27M16Xm6X60要加m6字樣,正常可以不標注)。
(二)位置要求
- 基本原則
- 螺栓開孔位置應遵循載荷的作用等相關因素進行設計,開孔位置對于連接構件的強度和穩定性起著至關重要的作用,但目前未查詢到更具體的關于載荷與開孔位置關系的標準條文。
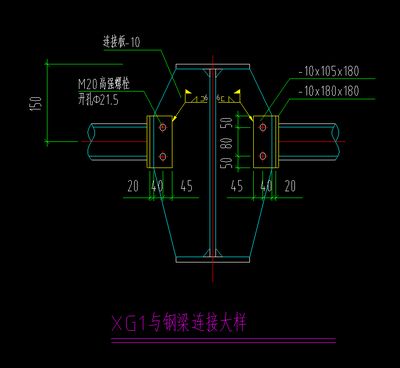
- 柱腳連接板上螺栓開孔距板邊距離
- 當柱腳設計為鉸支座時,螺栓多用錨栓,孔徑可比螺栓大2mm;有時為安裝底板方便或后找平施工及要設計成帶有滑動可能的底腳,這時都會將孔設計成長圓孔或開到板邊的孔。如果是受力螺栓,順內力方向距離一般為2D(D為螺栓直徑),具體還需滿足《鋼結構設計規范》GB50017 - 2003表8.3.4的要求;如果是焊接的安裝螺栓則沒有要求。柱腳設計為固定支座時,螺栓會用高強螺栓,孔的大小可以按鋼結構規范。
- 螺栓孔間距規范要求
- 包括螺栓間距設計、螺栓布置等方面有相應規范要求,但未查詢到具體詳細條文,可參考百度愛伴功相關資料(未查詢到具體內容)。
三、特殊情況處理
(一)擴孔要求
- 擴孔前標記
- 鋼結構螺栓孔與螺栓有偏差部位進行擴孔前要標記,標記好偏差量。現場進行螺栓擴孔微調整時,擴孔調整偏差量會增加1mm,然后進行氣焊切割擴孔,切割時應有專人進行看護,以免發生火災。
- 高強螺栓孔處理
- 遇有螺栓不能自由穿入栓孔時,要用鉸刀修孔后,再穿入高強螺栓,為防止螺紋損傷,不得硬行打入螺栓。用鉸刀鉸孔時,要將周圍螺栓適當擰緊,等板層密貼后再行鉸孔,以防鐵屑進入板縫,鉸孔后要用砂輪機清除孔邊毛刺,并清掃砂輪屑。
 鋼結構螺栓孔開孔要求
鋼結構螺栓孔開孔要求
發表評論
還沒有評論,來說兩句吧...