
鋼結構廠房制作流程(鋼結構廠房施工監督流程)
鋼結構廠房的制作流程通常包括設計、材料準備、構件加工、組裝和安裝等步驟。在施工監督過程中,監理人員需要確保所有工作按照規范和標準執行,并監督質量控制。以下是鋼結構廠房制作流程的一個簡化摘要:,,1. 設計階段:根據工程需求進行結構方案設計,包括確定廠房尺寸、布局、支撐系統和材料規格。,2. 材料準備:根據設計方案采購鋼材、焊接材料、連接件和其他必要的建筑配件。,3. 構件加工:將采購的材料切割、彎曲或成型為所需形狀,并進行必要的表面處理。,4. 組裝:按照設計圖紙將各個構件組裝成完整的鋼結構廠房。,5. 安裝:將組裝好的鋼結構廠房吊裝到預定位置,并進行精確定位和固定。,6. 質量檢驗:對完成的鋼結構廠房進行質量檢查,確保符合設計和安全標準。,7. 完工驗收:完成所有檢查后,提交給業主進行最終驗收。,,在整個制作流程中,監理人員需確保所有操作均符合國家建筑規范、行業標準和合同要求,同時監督施工現場的安全和進度,保證工程質量。
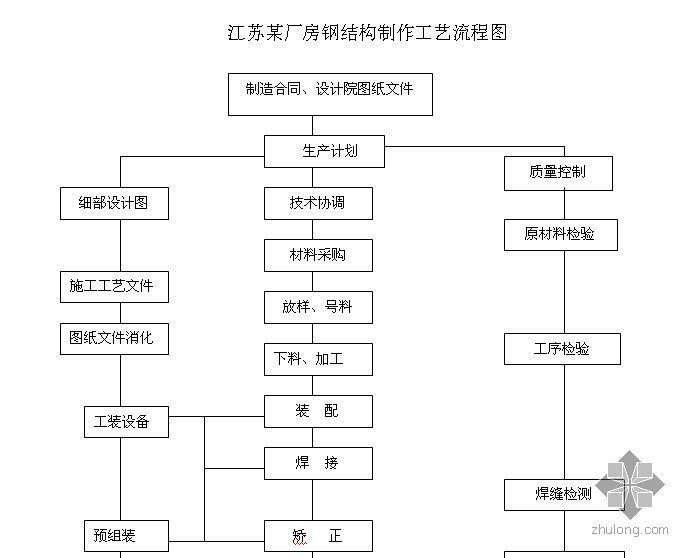
鋼結構廠房制作流程
初步準備階段
- 環境評估:在開始建造鋼結構廠房之前,首先要考慮周邊環境,確保不會造成污染。
- 規劃與設計:對鋼結構廠房的長寬進行規劃,以適應設備和車間的需求。同時,需要通過相關部門的土地審核和設計圖紙備案。
主要制作流程
1. 制作放樣
制作放樣是鋼結構廠房施工制作的重要步驟,它直接影響到后續工序的準確性。放樣尺寸的精準性能夠確保鋼結構廠房的整體水平。在放樣過程中,需要詳細查看圖紙內容,避免與工程存在歧義,并按1:1比例繪制相關構件。
2. 樣板拼接
在拼接樣板時,需要考慮相應的余量,通常切割風保持在2毫米至3毫米范圍,焊縫收縮量的長度控制在15毫米至35毫米。拼板應依據圖紙要求進行,焊接前需去除帶有銹蝕的物質,并嚴格按照要求開好坡口。
3. 數控機床切割
在實際切割過程中,需要依據圖紙要求制作出相應的角度樣板,經過詳細檢查后方可投入使用。編程時,應確保切割表面的鐵銹、污物清除干凈,以保持切割件的干凈和平整。
4. 組立與成型
鋼材在組立前應矯正其變形,并達到符合控制偏差范圍內。接觸毛面應無毛刺、污物和雜物,以確保構件的組裝緊密結合。組立時應有適量的工具和設備,如直角鋼尺,以保證組立后有足夠的精度。
5. 焊接
焊接鋼柱、鋼梁采用門式自動埋弧焊進行焊接;柱梁連接板加肋板采用手工焊接。焊接后邊緣30-50mm范圍內的鐵銹、毛刺污垢等必須清除干凈,以減少產生焊接氣孔等缺陷的因素。
6. 制孔與矯正
制孔時,螺栓孔及孔距的允許偏差需符合《鋼結構施工及驗收規范》的有關規定。矯正型鋼時,操作人員需熟悉工藝內容并掌握設備操作規程,矯正完成后,應進行自檢。
7. 端頭切割與除銹
焊接型鋼柱梁矯正完成后,其端部應進行平頭切割。除銹采用專用除銹設備,進行拋射除銹可以提高鋼材的疲勞強度和抗腐能力。
8. 油漆與包裝
鋼材除銹經檢查合格后,在表面涂完第一道底漆。一般在除銹完成后,存放在廠房內,可在24小時內涂完底漆。構件編號在包裝前,將各種符號轉換成設計圖面所規定構件編號,并用筆(油漆)或粘貼紙標注于構件的規定部位,以便包裝。
最終階段
- 驗收:根據《鋼結構工程及驗收規范》(GB50205—2001)中的有關規定,仔細檢查驗鋼構件的外形和幾何尺寸。如有超偏差,應在吊裝前設法消除。
- 施工監督與驗收:對鋼結構廠房的施工進行相關部門的監督和驗收。
 鋼結構廠房制作流程
鋼結構廠房制作流程


發表評論
還沒有評論,來說兩句吧...