
鋼結構鋼板焊接要求(鋼結構鋼板焊接主要要求)
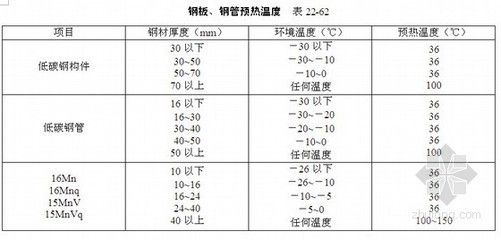
鋼結構鋼板焊接是確保結構穩定性和安全性的關鍵技術。焊接過程需要滿足特定的技術要求,以保證焊縫的質量、強度和耐久性。以下是鋼結構鋼板焊接的主要要求:,,1. 焊接材料:使用與母材化學成分相匹配的焊條或焊絲,以確保良好的熔合性和焊縫性能。,,2. 預熱和后熱處理:對焊接區域進行適當的預熱和后熱處理,以降低熱應力和提高焊縫質量。,,3. 焊接順序:遵循正確的焊接順序,如從左到右、從下到上等,以減少焊接應力和變形。,,4. 焊接速度:控制合適的焊接速度,以避免過度加熱和燒穿現象。,,5. 焊接電流:根據焊縫厚度和材質調整焊接電流,以達到最佳熔合效果。,,6. 焊接間隙:保持合理的焊接間隙,以防止未熔合和夾渣現象。,,7. 焊接保護:在焊接過程中采取適當的保護措施,如使用氣體保護焊或干式電弧焊,以減少空氣污染和飛濺。,,8. 焊縫外觀:檢查焊縫表面是否平整、無裂紋、氣孔等缺陷,并確保焊縫符合設計要求。,,9. 無損檢測:對焊縫進行射線探傷、超聲波探傷或磁粉探傷等無損檢測,以評估焊縫質量和結構完整性。,,10. 質量控制:建立嚴格的質量控制體系,對焊接過程進行監督和檢查,確保所有焊接工作符合標準和規范。
鋼結構鋼板焊接要求
鋼結構鋼板焊接是一項復雜且技術要求較高的工作,涉及多個方面的規范和標準。以下是鋼結構鋼板焊接的主要要求:
1. 基本規定
- 焊接難度分類:鋼結構工程焊接難度可分為一般、較難和難三種情況。施工單位應具備與焊接難度相適應的技術條件.
- 施工圖要求:施工圖中應標明焊接材料的類型、焊縫質量等級、無損探傷類別和抽查百分比等.
2. 材料要求
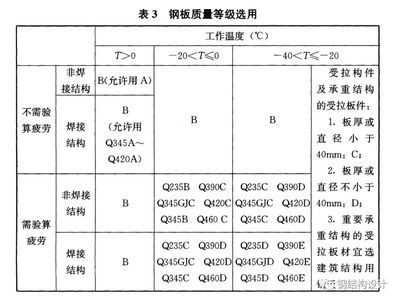
- 鋼材和焊接材料:所用鋼材和焊接材料應符合設計圖的要求,并具有質量證明書或檢驗報告.
- 復驗:大型、重型及特殊鋼結構的主要焊縫采用的焊接填充材料應按生產批號進行復驗.
- 焊條:應符合現行國家標準《碳鋼焊條》、《低合金鋼焊條》的規定.
- 焊絲:應符合現行國家標準《熔化焊用鋼絲》、《氣體保護電弧焊用碳鋼、低合金鋼焊絲》及《碳鋼藥芯焊絲》、《低合金鋼藥芯焊絲》的規定.
- 保護氣體:氣體保護焊使用的氬氣純度不應低于99.95%.
3. 焊接人員要求
- 焊接技術責任人員:應接受過專門的焊接技術培訓,取得中級以上技術職稱并有一年以上焊接生產或施工實踐經驗.
- 焊接質檢人員:應接受過專門的技術培訓,有一定的焊接實踐經驗和技術水平,并具有質檢人員上崗資質證.
- 無損探傷人員:必須由國家授權的專業考核機構考核合格,其相應等級證書應在有效期內.
- 焊工:應考試合格并取得資格證書,其施焊范圍不得超越資格證書的規定.
- 氣體火焰加熱或切割操作人員:應具有氣割、氣焊操作上崗證.
- 焊接預熱、后熱處理人員:應具備相應的專業技術.
4. 焊接工藝要求
- 焊接工藝評定:焊接技術責任人員負責組織進行焊接工藝評定,編制焊接工藝方案及技術措施和焊接作業指導書或焊接工藝卡.
- 焊接作業指導書:焊工應按焊接作業指導書或工藝卡規定的工藝方法、參數和措施進行焊接.
- 焊接準備條件:當遇到焊接準備條件、環境條件及焊接技術措施不符合焊接作業指導書要求時,應要求焊接技術責任人員采取相應整改措施,必要時應拒絕施焊.
5. 焊縫質量要求
- 焊縫表面質量:焊縫表面嚴禁有裂紋、夾渣、焊瘤、燒穿、弧坑、針狀氣孔和熔和性飛濺等缺陷。氣孔、咬邊必須符合施工規范規定.
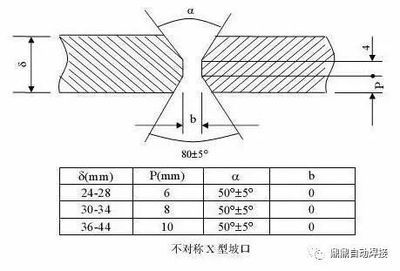
- 焊縫尺寸:焊縫尺寸的允許偏差和檢驗方法應符合相關規定.
- 無損探傷:承受拉力或壓力且要求與母材等強度的焊縫,必須經超聲波、X射線探傷檢驗,其結果必須符合設計要求、施工規范和鋼結構焊接的專門規定.
6. 焊接設備和工具
- 焊接設備:應具備與所承擔工程的焊接技術難易程度相適應的焊接方法、焊接設備、檢驗和試驗設備.
- 計量器具:屬計量器具的儀器、儀表應在計量檢定有效期內.
7. 焊接環境和安全
- 防火防爆:在使用二氧化碳等易燃易爆氣體時,需要嚴格遵守安全操作規程,防止火災和爆炸事故的發生.
- 防止窒息:在使用氬氣等惰性氣體時,需要注意通風換氣,防止因氧氣含量過低而導致窒息事故.
以上是鋼結構鋼板焊接的主要要求,確保這些要求得到嚴格執行,可以有效保證焊接質量和工程的安全性。
鋼結構鋼板焊接要求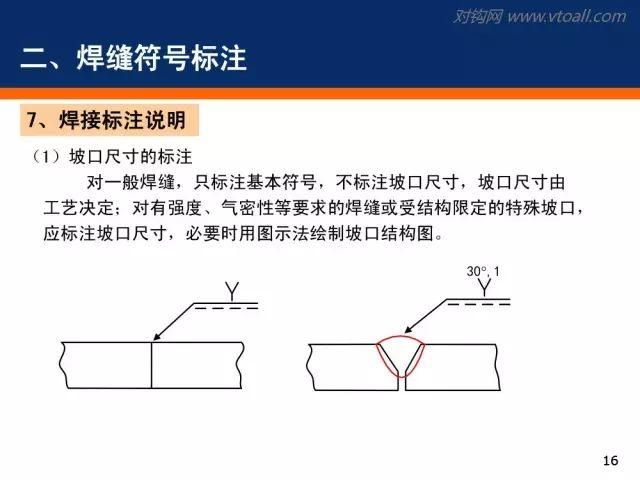
發表評論
還沒有評論,來說兩句吧...