
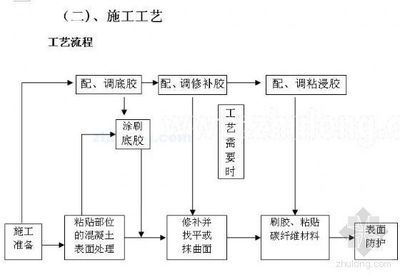
空心板施工工藝流程(空心板施工工藝流程是一個復雜且系統的過程涉及多個步驟和技術要點)
空心板施工工藝流程主要包括以下幾個步驟:進行地基處理和基礎施工,確保地基穩定;進行模板安裝和鋼筋綁扎,保證結構的正確性和穩定性;澆筑混凝土并進行養護,確保混凝土的質量和強度;進行拆除模板、清理現場并完成驗收工作。在施工過程中,還需要關注技術要點,如選擇合適的材料、控制好混凝土的配比和澆筑速度等,以確保施工的質量和安全。
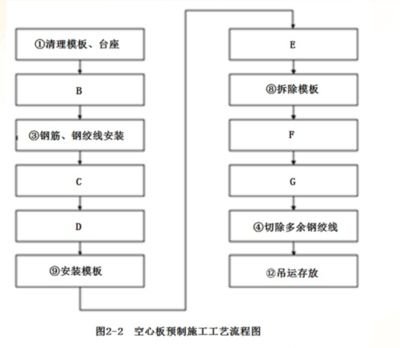
空心板施工工藝流程
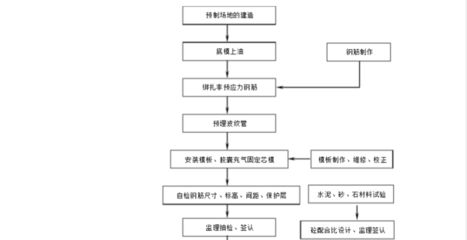
空心板施工工藝流程是一個復雜且系統的過程,涉及多個步驟和技術要點。以下是詳細的施工工藝流程:
1. 臺座設計與制作
- 臺座設計:臺座應具有足夠的強度和剛度,抗傾覆系數應≥1.5,抗滑系數≥1.3。臺座置于穩固的地基上,采用漿砌片石鋪底,上面澆注30cm厚細石砼,兩側鑲∠50×50×50角鋼,臺面鋪8mm厚橡膠板,上鋪3mm厚鋼板,以保證底模的彈性和平整度。
- 臺座安裝:臺座基礎砼采用15號,傳力柱砼采用25號,傳力柱設計截面為7050cm,面筋和底筋各配Φ20鋼筋5根。傳力柱兩端1.5m處加密箍,臺座基礎縱向面筋和底筋各配Φ12鋼筋,間距為20cm。
2. 底模模板設計與制作
- 底模:底模制作時平整光滑,排水暢通,考慮應力筋放松時,梁體中段拱起,兩端壓力增大,故梁位梁端部范圍內的底部采用高標號鋼筋混凝土制作。整個臺座表面鋪設1cm厚鋼板,來保證預制構件底部平滑光潔、有亮光,并預設外模對拉螺栓套孔,并用L7550膠條防漏漿。
- 外模:外模采用定型鋼模板,內模采用可調式鋼模。
3. 鋼筋骨架綁扎
- 鋼筋加工:鋼筋先在鋼筋加工場地調直、除銹、下料、彎制,并掛牌分類存放,鋼筋主骨架應進行整體一次綁扎。
- 鋼筋綁扎:在底模上安放預應力鋼鉸線及綁扎鋼筋骨架。在安放鋼鉸線過程中,嚴禁被底模脫模劑污染、沾污,影響鋼鉸線與混凝土的結合。鋼筋制作綁扎嚴格按照施工規范和施工圖進行。
- 預埋件:注意主梁鉸縫筋的綁扎,以防止預制完畢后該號箍筋摳不出來,影響主梁橫向聯結,另外注意預埋件的綁扎及位置準確,在澆注過程中要及時調整,以免影響后續工序的施工。
4. 波紋管制作與安裝
- 波紋管:金屬波紋管成孔,混凝土輸送泵配合布料機澆筑入模,附著式振動器配合插入式振搗器振搗,一次澆筑成型。
- 錨墊板:錨墊板埋件安設波紋管制孔安裝。
5. 混凝土澆筑
- 底板混凝土:由于底板混凝土較薄,要充分保證底板鋼筋骨架保護層厚度符合設計要求。振搗采用平板振搗器,振搗時嚴禁碰到預應力鋼鉸線,往復振搗,直到混凝土不再下沉,表面呈平坦,泛漿為止。
- 側板和頂板混凝土:由一端向另一端對稱平衡,分層澆注,同時插入引氣插釬,保證側振表面不出氣泡、過振現象,在澆注期間派專人檢查支架、模板鋼筋和預埋件穩固和變形、移位時,要及時處理。
- 膠囊充氣:膠囊采用定型膠囊,使用前應充分檢查,認為無漏氣現象方可使用。膠囊充氣到適宜穿放后,最后打壓至5kg/cm2,方可繼續澆注側板混凝土。
6. 養護與拆模
- 養護:梁體罩塑模棚養護,模板整修拆除。
- 拆模:模板清理孔道,鋼絞線束制備穿放預應力束。
7. 預應力張拉
- 張拉設備:張拉采用Yc150Q-250型千斤頂,預施應力前對張拉設備進行檢查和標定,千斤頂張拉使用100次檢校一次,三個月校驗一次。
- 張拉程序:0初應力1.05δk(持荷5min)0δkδk(錨固)。在張拉過程中采用雙控(壓力和伸長值)的方法。
- 張拉后處理:測定預應力鋼鉸線的回縮與錨具變形量,對于夾片式錨具,不得大于5mm,每個斷面斷絲、滑絲量不超過1%根,如果超值,應更換鋼鉸線、錨具,重新張拉。
8. 孔道壓漿與封端
- 孔道壓漿:制水泥漿試件,微膨脹混凝土封錨。
- 封端:制作混凝土試件,起吊、存放。
9. 安裝與驗收
- 安裝:先張法預應力空心板構件在預制場集中預制,龍門吊運到現場,架橋機進行安裝。
- 驗收:在完成空心板安裝后,進行工程驗收。檢查板材的安裝質量、連接牢固性和水平度,確保符合設計要求。
以上是空心板施工工藝的主要流程,每個步驟都需要嚴格遵循施工規范和設計要求,確保施工質量和安全。
空心板施工質量控制要點
空心板施工常見問題及解決
空心板施工安全防護措施
空心板施工技術規范解讀

發表評論
還沒有評論,來說兩句吧...