
鋼結構栓釘的焊接方法(栓釘焊接安全操作規程,鋼結構栓釘的焊接方法)
鋼結構栓釘的焊接是一種重要的連接技術,它利用栓釘的高強度和良好的韌性來增強結構的承載能力和穩定性。在進行栓釘焊接時,必須遵守嚴格的安全操作規程,以確保焊接過程的安全性和焊接質量。以下是關于鋼結構栓釘焊接方法的安全操作規程:,,1. 準備工作:在開始焊接之前,需要對焊接設備進行檢查,確保其正常工作。還需要準備好所需的焊材、焊絲、保護氣體等材料。,,2. 焊接環境:焊接時應保持焊接環境的清潔,避免灰塵、油污等污染物對焊接質量產生不良影響。還需要保證焊接區域的通風良好,以減少有害氣體的濃度。,,3. 焊接參數:根據栓釘的材料和尺寸選擇合適的焊接電流、電壓和焊接速度等參數。這些參數的設定應根據實際的焊接情況進行調整。,,4. 焊接過程:在焊接過程中,需要密切關注焊接溫度、熔深和焊縫形狀等參數的變化。一旦發現異常情況,應立即停止焊接并進行故障排查。,,5. 焊接后處理:焊接完成后,需要進行焊縫的清理和檢查工作。對于焊縫中出現的問題,應及時進行修復和調整。,,鋼結構栓釘的焊接是一項技術性很強的工作,需要嚴格按照安全操作規程進行操作。只有這樣才能確保焊接質量,提高結構的穩定性和承載能力。
鋼結構栓釘的焊接方法
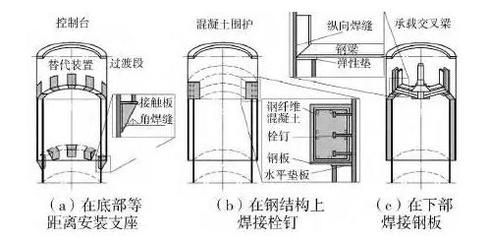
鋼結構中的栓釘焊接是一種重要的連接技術,主要用于增強鋼結構與混凝土之間的連接強度。以下是栓釘焊接的主要步驟和注意事項:
1. 焊接工具
- 焊機:通常使用拉弧型栓釘焊機,如型號 YD-200LS。
- 焊槍:如型號 YS-223G。
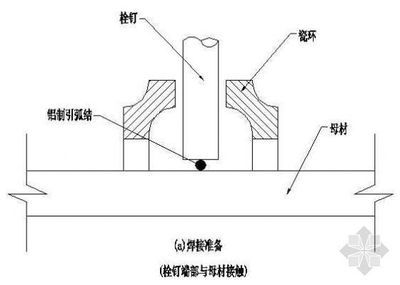
- 瓷環:使用去氧弧耐熱陶瓷座圈(栓釘磁環)。
2. 焊接方法
- 準備工作:
- 調整設備參數:正確調整焊接電流、焊接時間、提升高度、瓷環位置及焊釘伸出量。
- 清潔工件表面:確保焊釘焊接處的工件表面清潔,無水、銹、渣、油漆等雜質。
- 測量放線:在已安裝好的壓型板上測量放線,確定栓釘位置。
- 檢查材料:抽檢栓釘和瓷杯,潮濕的瓷杯需進行烘干。
- 焊接流程:
- 放置瓷環:將瓷環放置在焊釘底部與工件之間。
- 啟動焊槍:接通焊機焊槍電源,將柱狀栓釘套在焊槍上。
- 引弧:啟動焊槍,電流通過引弧劑產生電弧。
- 熔化栓釘:電弧在控制時間內使栓釘熔化。
- 下壓栓釘:焊槍下壓,使栓釘頂緊母材端部熔化,完成焊接。
- 敲掉瓷環:焊接完成后,用小錘敲掉瓷環。
- 焊接檢查:
- 外觀檢查:檢查焊縫表面是否有咬邊、夾渣、氣孔等缺陷。
- 彎曲檢查:用錘敲擊栓釘,使其偏離母材法線方向30°進行檢查,焊縫處無斷裂視為合格。
- 無損檢測:必要時采用射線探傷、超聲波探傷等方法檢測焊縫內部質量。
- 力學性能試驗:對焊縫進行拉伸、彎曲等力學性能試驗,以評定其承載能力。
3. 注意事項
- 瓷環質量:瓷環的質量直接影響栓焊的質量,受潮的瓷環需經過120°C烘干1-2小時后方可使用。
- 操作環境:焊接時應避免風、雨等不良天氣條件,確保焊接質量。
- 操作人員:操作人員應經過專業培訓,熟練掌握焊接技術和操作規程。
通過以上步驟和注意事項,可以確保鋼結構栓釘焊接的質量和可靠性。
栓釘焊接常見問題及解決栓釘焊接質量檢測標準栓釘焊接設備維護保養栓釘焊接安全操作規程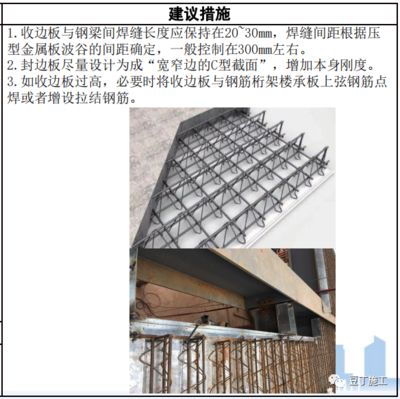 鋼結構栓釘的焊接方法
鋼結構栓釘的焊接方法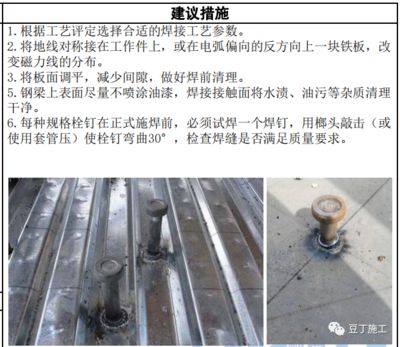
發表評論
還沒有評論,來說兩句吧...