
鋼結構焊縫超聲波檢測實操視頻教程(鋼結構焊縫超聲波檢測操作步驟和注意事項)
鋼結構焊縫超聲波檢測是確保結構安全的重要步驟。本視頻教程將詳細展示如何進行鋼結構焊縫的超聲波檢測,包括操作步驟和注意事項。我們將介紹超聲波檢測的原理和設備,然后逐步演示從準備材料、設置設備到執行檢測的全過程。在操作過程中,我們將強調正確的探頭放置方法、檢測頻率的選擇以及信號的讀取和分析。我們還將討論一些常見的問題及其解決方法,如探頭接觸不良、信號干擾等。我們將總結整個檢測過程,并強調遵守安全規范的重要性。通過本教程的學習,您將能夠熟練掌握鋼結構焊縫超聲波檢測的技能,為保障建筑結構的完整性和安全性提供有力支持。
鋼結構焊縫超聲波檢測實操視頻教程
鋼結構焊縫的超聲波檢測是一種重要的無損檢測技術,它可以幫助檢測焊縫內部是否存在缺陷,如氣孔、夾渣、未焊透、未熔合和裂紋等。雖然我無法直接提供視頻教程,但我可以為您提供一些關于鋼結構焊縫超聲波檢測的操作步驟和注意事項的文字資料,這些信息可以幫助您更好地理解和執行超聲波檢測。
探測面的修整
在進行超聲波檢測之前,首先需要對探測面進行修整。這包括清除焊接工作表面的飛濺物、氧化皮、凹坑及銹蝕等。一般來說,光潔度應低于4,焊縫兩側探傷面的修整寬度應不小于2KT+50mm(K為探頭K值,T為工件厚度)。例如,如果待測工件母材厚度為10mm,那么就需要在焊縫兩側各修磨100mm。
耦合劑的選擇
耦合劑的選擇對于超聲波檢測至關重要。耦合劑應該具有適當的粘度、流動性、附著力,并且對工件表面無腐蝕、易清洗,同時還要經濟實惠。常用的耦合劑包括機油、甘油、漿糊、潤滑脂和水等。在實際探傷中,使用最多的是機油和漿糊。
探測方向的選擇
對于薄板焊縫,通常采用單面雙側進行探測。這是因為薄板焊縫的厚度較小,采用單面雙側探測可以更有效地覆蓋整個焊縫區域。
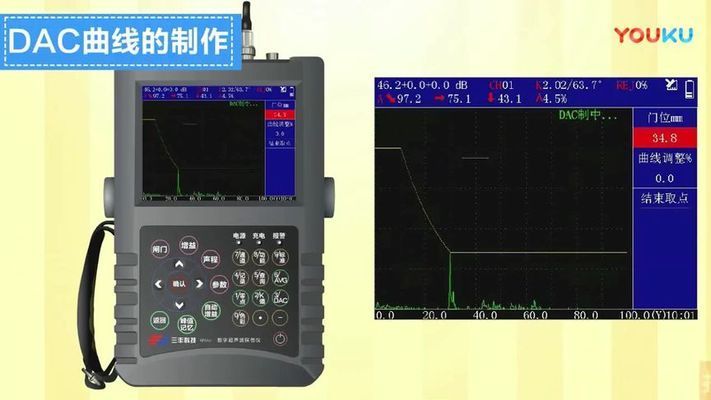
調節儀器的掃描速度
對于板厚小于20mm的焊縫,可以采用水平定位法來調節儀器的掃描速度。這種方法簡單易行,能夠快速地定位缺陷位置。
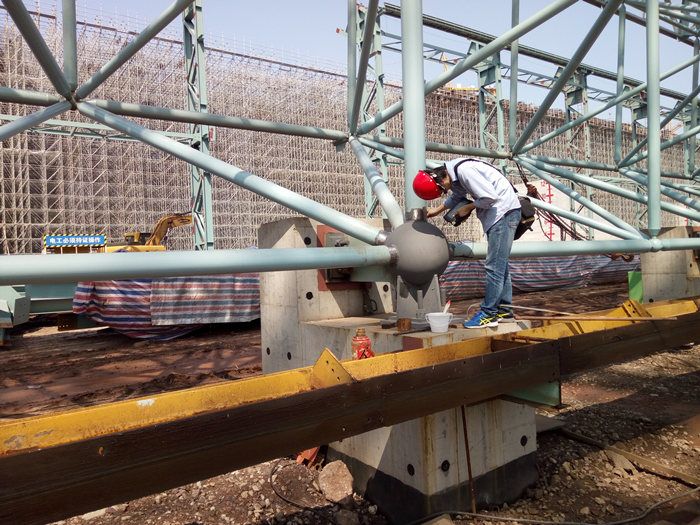
探傷操作過程
在探傷操作過程中,應采用粗探傷和精探傷相結合的方式。粗探傷是為了大致了解缺陷的有無和分布狀態,而精探傷則是為了準確地定量和定位缺陷。在探傷過程中,可以采用鋸齒形掃查、左右掃查、前后掃查、轉角掃查、環繞掃查等幾種掃查方式,以便于發現各種不同的缺陷并判斷缺陷性質。
缺陷的識別與分析
在進行檢測前,探傷人員需要了解焊縫的焊接情況,包括坡口型式、坡口的間隙等。通過測厚儀確定焊縫兩側的精確厚度,并結合焊接信息來判斷缺陷性質。鋼結構檢測中,大多數情況下可以進行雙面雙側的掃查,這樣可以清晰地看到根部焊瘤、根部未焊透、錯邊、咬邊等缺陷,有助于鑒別未熔合、裂紋等危害性缺陷。
結語
以上步驟和注意事項是基于搜索結果中提供的信息總結出來的,雖然它們不能完全替代視頻教程,但可以為您提供一個基本的操作框架。如果您希望獲得更深入的學習,建議您尋找專業的培訓機構或者參考相關的專業書籍和教材。


鋼結構焊縫缺陷類型及特征
超聲波檢測儀器選擇指南
焊縫超聲波檢測常見誤區
鋼結構焊縫檢測標準規范
發表評論
還沒有評論,來說兩句吧...