
鋼焊縫超聲無損檢測的基礎技術(gb/t11345-2013《焊縫無損檢測超聲檢測焊縫中的顯示特征》)
鋼焊縫超聲無損檢測技術,依據gb/t11345-2013標準,是利用超聲波對焊接接頭進行無損檢測的方法。該標準詳細描述了超聲檢測的基本原理、設備要求、操作程序、結果評定以及質量控制等方面的內容。超聲檢測技術在鋼鐵工業中廣泛應用于焊接接頭的質量評估,能夠有效發現焊縫中的裂紋、氣孔、夾雜等缺陷,為后續的修復或質量控制提供準確的數據支持。通過標準的實施,可以確保超聲檢測過程的科學性和準確性,從而提高焊接質量,保障結構安全和使用壽命。
一、GB/T 11345 - 2013標準相關基礎技術
(一)適用范圍
GB/T 11345 - 2013規定了母材厚度不小于8mm的低超聲衰減(特別是散射衰減小)金屬材料熔化焊焊接接頭手工超聲檢測技術。檢測時焊縫及其母材溫度在0 - 60之間,主要應用于母材和焊縫均為鐵素體類鋼的全熔透焊縫。該標準規定了依賴材料的超聲波數值,是基于縱波聲速為(5920±50)m/s和橫波聲速為(3255±30)m/s的鋼材。
(二)檢測等級
- 多個檢測等級
- 標準規定了四個檢測等級。不同的檢測等級對應不同的缺欠檢出率。附錄A給出了檢測等級A、B和C的選擇指導。
- 檢測等級D僅在特殊應用中使用,且僅在規范中有規定時才能使用。特殊應用包括非鐵素體類焊縫檢測、部分熔透焊縫檢測、應用自動化設備的焊縫檢測,和溫度在0 - 60范圍外的焊縫檢測。
- 評定技術
- 可通過下列任一技術,本標準可用于顯示評定或驗收:
- 基于顯示長度和回波幅度的評定;
- 基于顯示特性和顯示尺寸(采用探頭移動技術)的評定。并且應明確規定使用哪種技術。
- 可通過下列任一技術,本標準可用于顯示評定或驗收:
二、超聲檢測原理
(一)基本原理
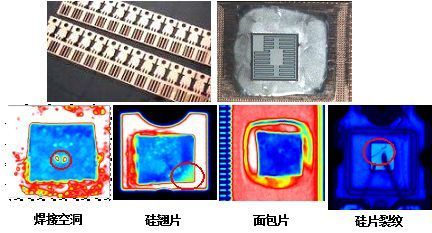
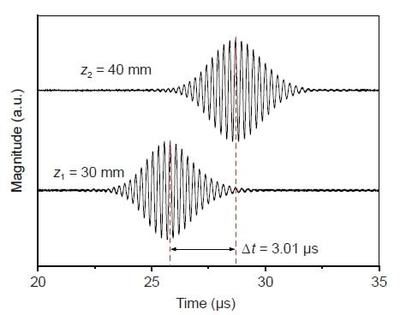
超聲波檢測技術原理是探頭向被測構件(鋼焊縫)內部發射超聲波脈沖,如果構件內部存在缺陷,由于聲阻抗的不同,部分超聲波將在缺陷界面發生反射并被探頭接收,通過分析反射信號中的幅值與相位信息,就可以判斷焊縫中缺陷的位置與大小。
(二)優勢與局限性
- 優勢
- 可以實現焊縫內部缺陷的檢測與定位。
- 對于面積型缺陷的檢測效果較好。
- 檢測成本低、速度快。
- 局限性
- 檢測結果不直觀,缺陷的判讀相對困難。
- 缺陷的位置對檢測結果有很大影響,對于表面或近表面缺陷檢測效果較差。
- 對于形狀不規則的構件檢測難度較大。
三、與其他標準關系
GB/T 11345 - 2013里面不包含評定等級的詳細內容,而是需要引用GB/T 29712 - 2013《焊縫無損檢測超聲檢測驗收等級》。如果有規定要求檢測方對缺欠的顯示特征進行評定,則需要引用GB/T 29711 - 2013《焊縫無損檢測超聲檢測焊縫中的顯示特征》。這是因為國際標準將檢測技術和評定等級方法分開,有利于檢測技術和評定方法兩部分的獨立更新,標準模塊化后,有需要的話,可以單獨更新其中任何一個標準。

超聲無損檢測技術的發展趨勢
超聲波檢測在其他領域的應用
超聲檢測與射線檢測對比分析
超聲無損檢測的培訓課程推薦
發表評論
還沒有評論,來說兩句吧...